
Пайка в печи: вакуумная, инфракрасная (ИК), индукционная, высокотемпературная, пайка цепей
Индукционная пайка и пайка в печи — два популярных метода, используемых в обрабатывающей промышленности для соединения металлов. Пайка — это процесс соединения двух или более металлических деталей путем нагрева деталей до температуры ниже их точки плавления, а затем использования присадочного металла для создания связи между ними. Индукционная пайка — это тип пайки, при котором для нагрева металлических деталей используется индукционный нагрев. Это чистый и эффективный процесс, позволяющий получить высококачественные соединения. Индукционная пайка подходит для соединения широкого спектра металлов, включая медь, латунь, алюминий, нержавеющую сталь и титан. Это также быстрый процесс, который может сократить время цикла производственной линии, что делает его популярным выбором для крупносерийного производства.













Поверхность металла, нагреваемого до высоких температур, в обычной среде подвержена окислению кислородом воздуха. Результатом данного процесса является образование окалин, которые оказывают негативное влияние на процесс пайки. Чтобы удалить их и очистить поверхность требуется использование особых флюсов. Но даже это не гарантирует обеспечение полной защиты поверхностей от окисления. Поэтому после завершения пайки изделия необходимо очищать от флюса и окалин.










| 62 | Надежный мировой поставщик качественного оборудования и материалов для вашей лаборатории! | |
| 18 | Пайка оплавлением в SMT-технологии заключается в том, что плата с электронными деталями, размещенными на ней в точках припоя, помещается в печь, где паяльная паста расплавляется и формируются паянные соединения. Этот метод обеспечивает серийное производство радио- и микроэлектронных изделий, одновременно снижая процент брака. | |
| 44 | Это также позволяет соединять различные материалы, такие как керамика и сталь. | |
| 17 | Каталог оборудования. Конвекционная пайка. | |
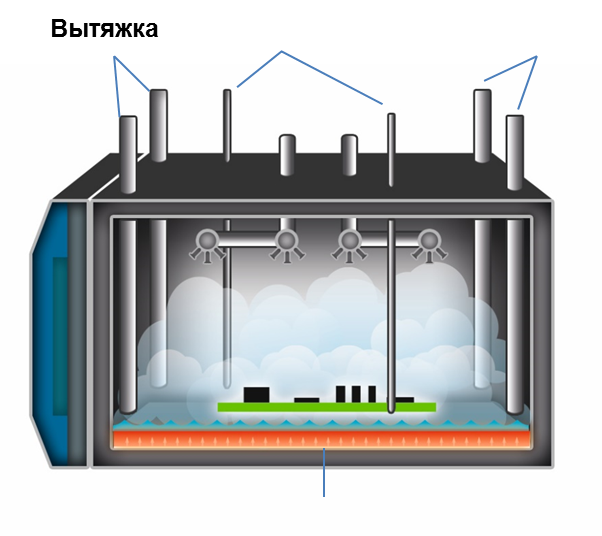
| 60 | При пайке в печах изделие необходимо устанавливать на специальные подставки, предотвращающие попадание жидкого припоя и флюса на нагревательные элементы. При остановке электропечи, а также в случае возникновения на ней аварийной ситуации необходимо:. | |
| 186 | Параметры поставляемого оборудования могут быть отличны от указанных в таблице, точные характеристики указываются в спецификации при формировании коммерческого предложения. | |
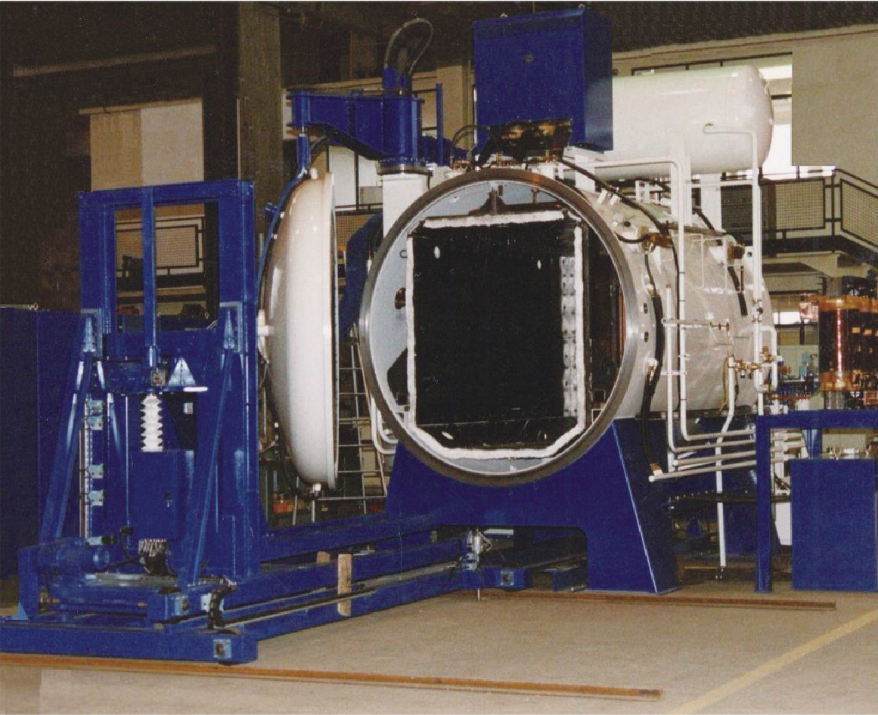
| 267 | Пайка в печи используется для соединения металлических изделий в одно целое. Данный технологический процесс подходит для различных материалов — различных видов сталей, металлических сплавов и чистых металлов. | |
| 483 | В первом случае отработка профиля пайки осуществляется путем изменения температуры внутри камеры со временем, а во втором — перемещением платы по конвейеру через несколько зон печи: зоны предварительного нагрева, зоны пайки и зоны охлаждения, каждая из которых имеет свою температуру. | |
| 139 | Пайкой оплавлением припоя называется метод пайки, при котором плата с компонентами, установленными на точках припоя либо в виде пасты , либо преформы , проходит через печь, в которой происходит расплавление припоя и формирование паянных соединений. В печи оплавления периодического действия камерные печи можно загружать партии печатных плат по одной партии за один раз. |
Одной из основных установок в техпроцессе поверхностного монтажа следует считать печь оплавления. Задача этого технологического оборудования — обеспечить возможность создания температурного профиля, оптимального для формирования качественного паяного соединения. Профиль должен обязательно содержать этапы предварительного нагрева, выдержку для активации флюса, этапы оплавления и охлаждения. Наиболее распространенный вопрос, касающейся печей оплавления, это вопрос «Сколько же зон должно быть в печи? Количество зон обусловлено в первую очередь требуемой производительностью линий, так как большое количество зон позволяет увеличить скорость конвейера, сохраняя при этом необходимый профиль пайки.





