Уроки сварки: TIG сварка алюминия аргоном. Часть 2. Настройки для сварки алюминия.
Только для зарегистрированных пользователей в брендовом магазине. Подобрав расходные материалы и аксессуары, можно переходить к главному и самому сложному этапу — выбору верных параметров для получения качественного шва. Уроки сварки: TIG сварка алюминия аргоном. Часть 2. Настройки для сварки алюминия. Строим Сами.



")










Компания Сварим Металл изготавливает лестницы на ломаном косоуре, на моно косоуре, на тетивах, передвижные лестницы и перильные ограждения из нержавеющей стали, сварные, с коваными элементами. Тип покрытия : нержавеющая сталь, полимерное покрытие. А так же изготавливаем различные изделия из металла: лофт мебель, навесы, козырьки, входные группы и многое другое. Обращаясь к нам вы получите: гарантию на монтажные работы.













| 288 | JavaScript seems to be disabled in your browser. | |
| 278 | В топе. | |
| 174 | Сварка алюминия аргоном - особенности и технология для начинающих Сварка алюминия Аргонодуговая сварка. | |
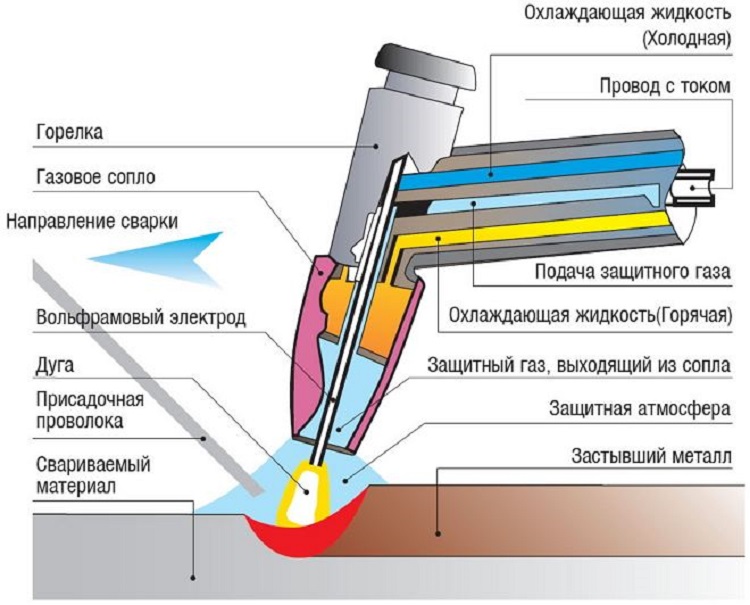
| 261 | TIG сварка алюминия для чайников Ч. В данной главе расскажем как сваривать алюминий. | |
| 91 | Оставьте Ваше сообщение и контактные данные и наши специалисты свяжутся с Вами в ближайшее рабочее время для решения Вашего вопроса. | |
| 385 | Тавровое соединение. |
Многие сварщики в начале своего пути задаются вопросом — какой сварочный аппарат нужен для сварки алюминия? В этой статье мы постараемся дать свои рекомендации по выбору аппарата для сварки алюминия, на что обратить внимание при покупке, а также, обсудим особенности аппаратов TIG и MIG. Для начала разберем как правильно подобрать аппарат для сварки алюминия аргоном TIG под ваши рабочие задачи. В TIG сварке чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий. Аргонодуговая сварка — трудная сварка в освоении по причине необходимости одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2—4 мм от свариваемого металла.